 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
三菱發動機缸套、活塞、連桿的供應維修安裝技術資料
三菱發動機缸套、活塞、連桿的供應維修安裝技術資料
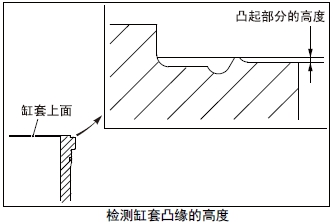
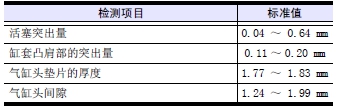
2.1 檢測三菱發動機缸套凸緣的高度
(1) 千分表的表頭與缸套凸肩部的上端面接觸,調整千分表指針為零。
(2) 測量缸套凸緣4個位置處的高度。
(3) 測量值不在基準值范圍內,或凸緣部分有斷缺時,更換新的缸套。
![]()
2.2 三菱發動機缸套凸肩部分的突出量計算(拆下缸套的狀態)
(1) 檢查曲軸箱的缸套裝配面。單側接觸時,用曲軸箱研磨機進行研磨修正,使圓周4個方向的槽深誤差小于0.05mm。修正要領參考「發動機本體的檢測、修理」的「曲軸箱槽深部分的修正」項。
(2) 檢查缸套凸肩部分的上下面,曲軸箱的上面和缸套裝配面的清潔。
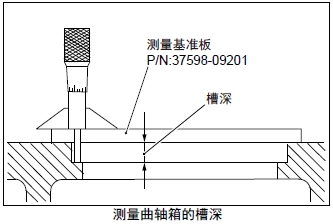
(3) 測量三菱發動機曲軸箱的槽深。
![]()
(4) 測量三菱發動機缸套的凸肩厚度。
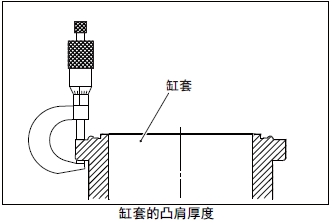
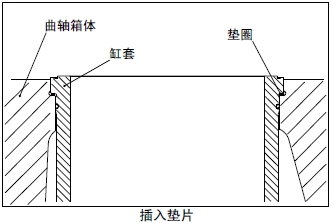
(5) 將三菱發動機缸套的凸肩厚度減去曲軸箱體的槽深,計算出缸套凸肩的突出量。計算值小于標準值時,在缸套凸肩的下面插入墊片。在標準值范圍內,盡可能選擇墊片使缸套凸肩的突出量為最大。
注:(a) 墊片的厚度有0.05、0.10、0.15 mm。(b) 墊片不能2片重疊使用。

2.3 安裝三菱發動機缸套
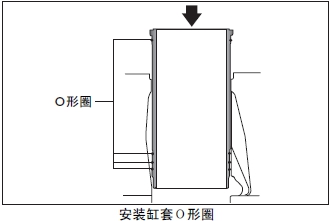
(1) 在新缸套上安裝O形圈。
(2) 對必要的氣缸,插入調整缸套凸肩部突出量用的墊片。
(3) 在曲軸箱的安裝O形圈的部位、缸套的O形圈表面涂抹潤滑油。
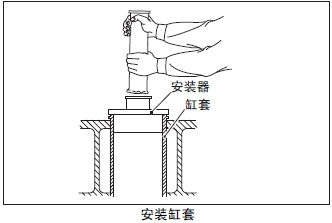
(4) 將缸套小心地插入曲軸箱體。使用適當的缸套安裝器輕擊缸套,使缸套凸肩部分確實坐落在曲軸箱體上。然后,反復數次輕擊,確認完全落實。
注: 檢查O形圈是否安裝正確的一個方法是,測量缸套的不圓度( 特別是在O形圈安裝部位),無異常則說明O形圈的安裝正常。
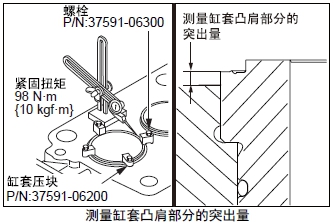
2.4 測量三菱發動機缸套凸肩部分的突出量( 缸套安裝的狀態)
(1) 清除曲軸箱上面和缸套上端測量面的灰塵、沾污。
(2) 用缸套壓板和螺栓在缸套上端4處均勻旋緊,使缸套和曲軸箱貼合。
(3) 千分表的表頭與曲軸箱體的上端面接觸,調整千分表指針為零。
(4) 將千分表指針移至缸套上端面測量4 處突出量,求取平均值。
(5) 突出量的平均值小于標準值時,在缸套凸肩的下面插入墊片。墊片和標準值,參考" 發動機本體的組裝" 的" 計算缸套凸肩部分的突出量( 拆下缸套的狀態)" 的項。
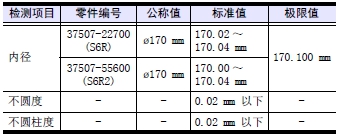
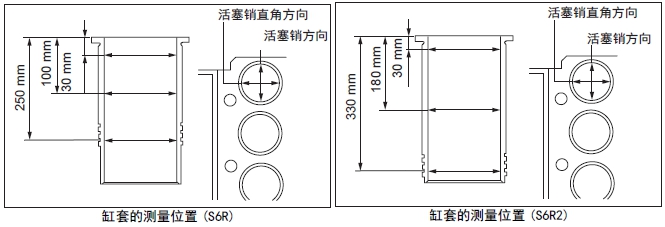
2.5 測量三菱發動機缸套的內徑選擇缸套內側的上部( 上死點時No.1 氣環的位置)、中間部分和O形圈插入部分,沿活塞銷方向及其直角方向,測量缸套的內徑。超過極限值時更換新的缸套。發生變形時重新安裝。
2.6 三菱發動機活塞、連桿的組裝
(1) 活塞銷涂抹潤滑油后插入,將活塞和連桿組裝在一起。活塞和連桿的組裝方向如圖所示。
注: 活塞和活塞銷之間雖然是動配合,將活塞用預熱器或熱水加溫后,活塞銷容易插入。
(2) 用卡環鉗拆除卡環。確認卡環確實裝入環槽內。

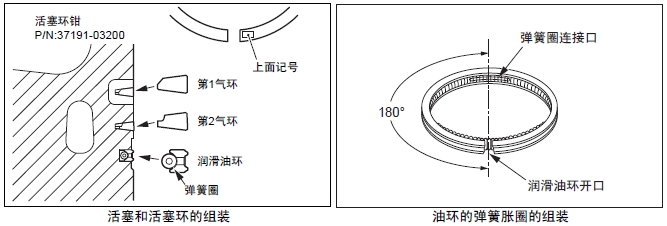
2.7 安裝三菱發動機活塞環
在活塞環的開口附近,有表示活塞環上表面的記號。所有活塞環的有記號的面都應朝上安裝。
注意活塞環的不要上下反裝,反方向裝配時,會引起發動機燒損等故障。
(1) 用活塞環鉗將活塞環安裝在活塞上。
(2) 潤滑油環的彈簧脹圈連接口按照圖示與潤滑油環開口成180° 的對角位置組裝一起。
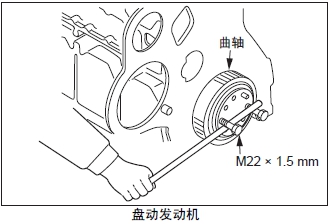
2.8 盤動發動機
(1) 在三菱發動機曲軸飛輪的安裝孔內裝上2 個螺栓。
(2) 利用螺栓盤轉發動機。
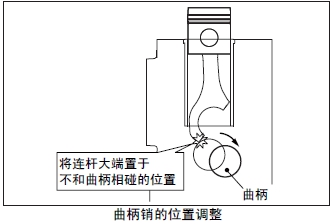
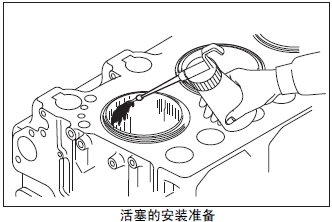
2.9 三菱發動機活塞的安裝準備
(1) 插入活塞時,盤轉曲軸至曲柄銷和連桿大端不相碰撞的位置。
(2) 對三菱發動機缸套內面和曲柄銷部分進行清潔,缸套內涂抹潤滑油。
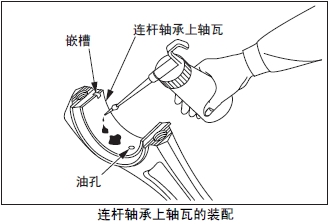
2.10 三菱發動機連桿軸承上軸瓦的裝配
將連桿上軸瓦和連桿大端的嵌槽對準后插入,軸瓦的內表面涂抹潤滑油。這時,要確認連桿的油孔和軸瓦的油孔一致。
2.11 安裝三菱發動機活塞
(a) 確認活塞上面的刻印應朝向凸輪軸側方向。
(b) 安裝活塞時,連桿有可能碰觸活塞冷卻噴油嘴,要從曲軸箱體的側面檢測口邊觀察邊作業。
(c) 小心地將活塞放入缸套內,注意不要使潤滑油環受沖擊損壞。
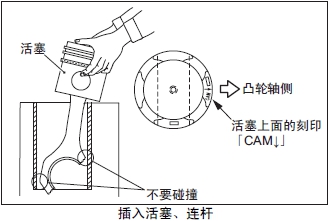
(1) 將連桿放入缸套內,注意不要碰觸缸套,將活塞從曲軸箱體上面緩慢放下。
(2) 在活塞環上涂抹潤滑油。活塞環的開口要避免活塞銷方向、推力方向或反推力方向,分別錯開放置。
(3) 雙手抓住活塞的氣環部分,小心地將活塞裙部放入缸套。
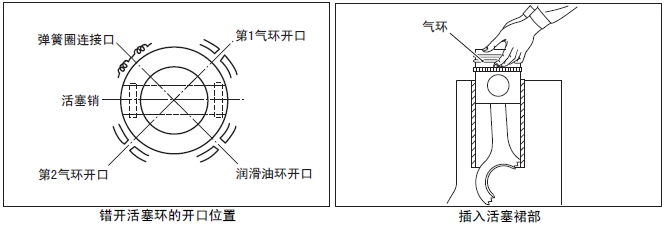
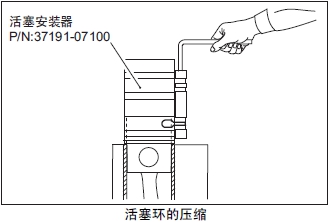
(4) 再次確認活塞環開口的錯開位置。在活塞環上涂抹潤滑油。在活塞安裝器的內面涂抹潤滑油。確認潤滑油環是否從油環槽內脫出,用活塞安裝器固緊活塞環。
注: 參照上記(2) 項,錯開活塞環的位置。
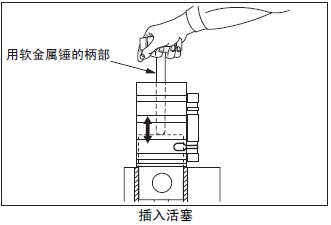
(5) 用軟錘打擊活塞頭部將活塞插入缸套。
注: 注意活塞不要拉傷缸套,連桿大端不要碰撞缸套。
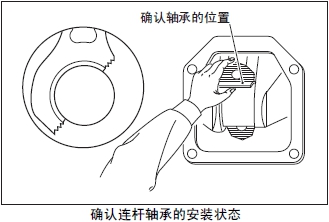
(6) 從曲軸箱體的側面檢測口檢查連桿的上軸瓦是否脫落。上軸瓦錯位時,用手推壓上軸瓦進行調整。
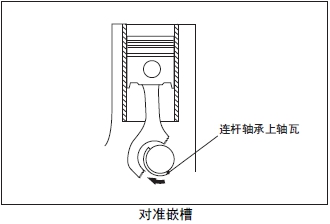
(7) 三菱發動機連桿上軸瓦脫落時,回轉曲軸,使連桿的大端和曲柄銷之間形成間隙。然后,將連桿軸瓦貼在曲柄銷上滑入,確實對準嵌槽。
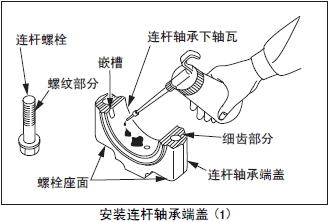
2.12 安裝三菱發動機連桿端蓋
(a) 確認連桿和連桿軸承端蓋的裝配編號位于同一側。
(b) 按照識別記號確認連桿螺栓的安裝位置。
(c) 安裝連桿軸承端蓋時,細齒形部分、螺栓座面或螺栓的螺紋部分不能有雜質或金屬片夾入。
(1) 連桿軸承下軸瓦和連桿端蓋的嵌槽對準后安裝。
(2) 連桿螺栓的螺紋部分、螺栓座面和連桿軸承下軸瓦的滑動面涂抹發動機潤滑油。
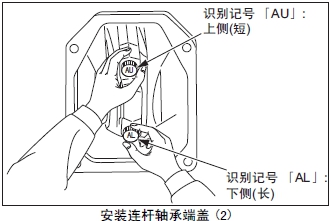
(3) 確認三菱發動機連桿軸承端蓋和連桿的裝配編號位于同一側,并且裝配編號一致后,將連桿軸承端蓋安裝在連桿上。
(4) 用連桿螺栓暫時緊固。
注: 螺栓的識別記號
「AU」 : 上側( 短) (P/N: 37519-21300)
「AL」 : 下側( 長) (P/N: 37519-11400)
「2」 : 無上下的區別(P/N: 37519-20301)
(5) 確認三菱發動機連桿和端蓋的裝配面外側平齊無錯位,以確保軸向的間隙。
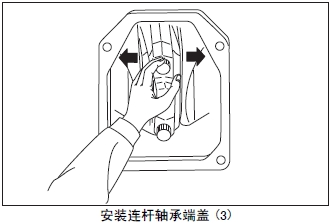
(6) 檢測三菱發動機連桿的軸向間隙,調整至標準值范圍內。
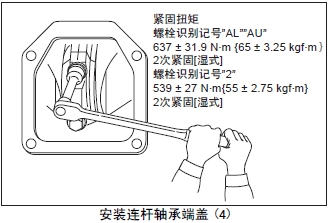
(7) 按照規定的扭矩緊固連桿螺栓。旋緊連桿螺栓時,在按照規定扭矩緊固后,將螺栓完全旋松,再次按照規定的扭矩緊固。再次測量軸向間隙。
注: 用角度法緊固連桿螺栓時,按照以下的順序進行。
(a)用角度扭力扳手旋緊。

(b)再旋緊角度60 ± 3°。
(c)一旦將所有的螺栓旋松,再次按照角度法旋緊。 (2 次緊固)
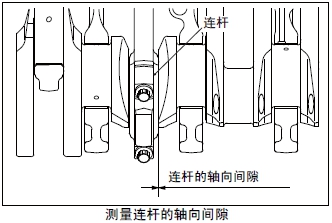
2.13 測量三菱發動機連桿的軸向間隙
測量連桿的軸向間隙。超過極限值時,更換故障原因的零部件。

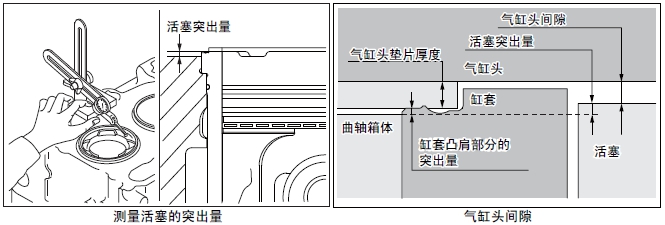
2.14 測量三菱發動機活塞的突出量
用以下的方法測量各活塞的突出量。測量值超過標準值時,檢查各部分的間隙。
(1) 將活塞置于上死點位置。
(2) 千分表的表頭與曲軸箱的上端面接觸,調整千分表指針為零。
(3) 千分表指針移至活塞上面,在上死點附近處極其緩慢的盤車測量活塞的最大突出量。
注: 顯示活塞最大突出量時的曲軸位置即是正確的上死點。
(4) 測量活塞上端面4 處,求取平均值。
注: 從活塞突出量、缸套凸肩部的突出量、氣缸墊片的厚度,可判斷氣缸頭間隙(活塞頂部和氣缸頭之間的間隙)。氣缸頭間隙=氣缸頭墊片的厚度+ 缸套凸肩部的突出量-活塞突出量
發電機組ECM是什么意思,一路市電一路發電機的雙電源轉換開關和兩路市電的有什么不同?,卡特柴油機渦輪增壓器燒紅是什么原因,康明斯柴油電控發動機故障碼,QSK60系列發動機電控系統的檢修與維護,康明斯K50發動機報警什么問題,康明斯軌壓低,康明斯K38噴油器是怎樣調整,勞斯萊斯發電機常見故障維修,康明斯x15發動機故障號235報警是什么,電噴柴油高壓共軌發動機加油時有時候有敲擊聲有時候沒有敲擊升發動機燈不亮,發電 是否 要在低壓配電 設置切換柜。
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
