 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文(簡)
中文(簡) Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯K38 和 K50發動機缸體的維修技術技故障排除

康明斯K38 和 K50發動機缸體
自從推出 K38 康明斯發動機后,缸套沉孔的設計就發生了變化。老式康明斯發動機未包含沉孔環,但是待遇一個厚法蘭缸套。新式康明斯發動機具有用于厚法蘭缸套的沉孔并包含一個沉孔環。
所有 K50 康明斯發動機都包含一個用于厚法蘭缸套的沉孔并包含一個沉孔環。
K38 和 K50 康明斯發動機的缸套突出量進行了改動。缸套突出量必須在 0.152 mm 至 0.203 mm [0.006 in 至 0.008 in] 范圍內。為獲得正確的突出量,現在的缸體上的沉孔深度已經改變。
冷卻液通道機加工已經從 1 in NPTF 改變為帶有 O 形圈接頭的直孔。每個檢修孔上都增加了兩個 3/8 -16 螺紋孔以固定新接頭。在缸體的每側有 3 個冷卻液通道。有些孔的位置進行了重新布置(參見螺塞和定位銷的插圖)。
在所有中冷器安裝在側面的 KV 康明斯發動機上,前后冷卻液孔用于中冷器的供水。
K38 康明斯發動機上連接到缸體上的 V 形蓋板也進行了改變。以前的康明斯發動機具有兩個尺寸相同的蓋板。現在的康明斯發動機需要一個小蓋板和三個大蓋板。
K50 缸體上的 V 形蓋板發生了變化。蓋板的數量仍然為五個,但是較小蓋板的位置發生了變化。
從康明斯發動機生產序號為 33123861 開始使用的 K2000E 和 K1800E 康明斯發動機的缸體鑄件,已經在原始的 K50 缸體的基礎上,對機油輸油蓋和濾清器座機油進口安裝墊進行了改進,以便降低機油流動阻力并增加流動面積。機油輸油蓋上使用了不同的螺栓類型。老式 K50 缸體不可用于 K2000E 或 K1800E 康明斯發動機上。
K2000E 和 K1800E 康明斯發動機在每臺康明斯發動機上都具有兩個檢修孔封口蓋。蓋的頂邊進行了間隙機加工,使其不與機油輸油管接頭接觸。如果在機油輸油接頭和機油濾清器座的下面使用了封口蓋,則檢修孔蓋可以安裝在這些位置。如果在機油輸油管接頭下面的位置或機油濾清器座中安裝有呼吸器、機油加注口管或油尺的檢修孔蓋,應將這個檢修孔蓋安裝在要求使用占位蓋的任何其他位置中。機油輸油管接頭與有呼吸器、機油加注口管或油尺的檢修孔蓋之間沒有干涉,因為這些蓋上的蓋高為 180 mm [7.09 in],而不是占位蓋上的 191 mm [7.52 in]。
對缸體進行了改動以便能夠安裝較長的缸蓋螺釘。以前的康明斯發動機必須使用長度為 171 mm [6.73 in] 的螺釘。現在的康明斯發動機必須使用長度為 203 mm [8.00 in] 的螺釘。短螺釘可用于維修。這些螺釘都是鍍鎘的(銀色或金色)。必須將這些短螺釘擰緊至 353 N•m [260 ft-lb]。如果短螺釘表面具有 lubrite 鍍層,而且顏色是黑色,則必須予以更換。203 mm [8 in] 螺釘只能使用 lubrite 鍍層。555 N•m [409 ft-lb] 扭矩必須施加在這些螺釘上。K50 康明斯發動機總是使用 203 mm [8.00 in] 螺釘。
主軸承蓋上使用兩個螺釘。一個螺釘是黑色,是 12 角頭螺釘。另一個螺釘是銀灰色或灰色,是 6 角頭螺釘。這些螺釘可以安裝在同一個主軸承蓋上,并且采用相同的扭矩技術規范。
在推出 KTTA38 和 KTTA50康明斯發動機時,K38 和 K50 康明斯發動機的缸體得到了改進。這些康明斯發動機都需要增加缸體冷卻液腔室中的端口數量以適應中冷器冷卻液進口管路。增加了端口數量的缸體是為了所有 K38 和 K50 康明斯發動機生產的。這些缸體的缸蓋表面都得到了改進,從而允許用 O 形圈和螺釘安裝渦輪增壓器機油回油管。以前的缸體上含有帶用于連接機油回油管的管螺紋的孔。
以前的 K38 和 K50 缸體的右后排和左前排上含有一個孔,該孔用于連接曲軸箱呼吸器。在改進了缸體的康明斯發動機上,曲軸箱呼吸器安裝在進氣歧管上。在安裝采用改進式設計的呼吸器時,可以用板和密封墊堵塞老式呼吸器孔。改進過的缸體也帶有孔,這些孔靠近以前的呼吸器孔位置。改進過的缸體上的孔用于連接渦輪增壓器機油回油軟管。
缸體上的進一步改進就是水泵惰輪軸所用的孔。該孔更大和更深,因此可以安裝新軸。這種新軸的與缸體接觸的面積更大。該新軸要求更改前齒輪室中的沉孔,以便容納軸上的法蘭。為了安裝新軸,可以使用專用的維修工具組件來對老式缸體和齒輪室進行機加工。
在 1993 年 11 月,從康明斯發動機生產序號 33124631 開始,K38 和 K50 康明斯發動機缸體就在兩個位置進行了額外的機加工 [除了在 1992 年 1 月開始實施的 K2000E 和 K1800E 外] 以降低機油阻力。
有很短的一段時間,兩個凸輪軸惰輪軸的孔機加工成與新水泵惰輪軸孔相同。以下生產序號的康明斯發動機在凸輪軸惰輪位置需要零件號為 3176836 的惰輪軸。
|
33110658 |
33110708 |
33110726 |
|
33110684 |
33110709 |
33110727 |
|
33110689 |
33110710 |
33110730 |
|
33110688 |
33110711 |
33110731 |
|
33110690 |
33110712 |
33110732 |
|
33110695 |
33110714 |
33110733 |
|
33110696 |
33110715 |
33110736 |
|
33110698 |
33110716 |
33110738 |
|
33110702 |
33110719 |
33110740 |
|
33110704 |
33110720 |
33110742 |
|
33110705 |
33110723 |
|
|
33110706 |
33110724 |
|
現在的缸體在有些位置不具有適用于管塞的螺紋。這些管塞被膨脹鉚釘式螺塞 (AVSEAL®) 所取代。必須拆下 AVSEAL® 才能正確清潔零件。要拆卸和安裝這些螺塞,可以使用零件號為 3823154 的維修工具。AVSEAL® 所用的孔比管塞所用的孔要小一些。在可以使用新工具之前,必須擴孔并攻出螺紋,以便安裝管塞。
K38 和 K50 康明斯發動機上的所有曲軸油封都是 Teflon™ 下垂唇(卷邊)型。許多其他軸油封也是 Teflon™ 下垂唇型。Teflon™ 下垂唇型油封的密封唇背部上沒有彈簧。密封唇是一塊又薄又硬的 Teflon®。有些 Teflon 型油封帶有起到防塵唇作用的第二個密封唇。這些油封需要用于惡劣工作環境中,例如多塵環境。
在安裝之前,Teflon® 油封必須保持干燥。不要潤滑密封唇和軸。在軸轉動開始幾圈之后,一薄層 Teflon™ 從密封唇轉移到軸上。如果軸不清潔和干燥,因為 Teflon®無法進行轉移,所有油封會發生泄漏。
如果油封不是 Teflon™ 型,則用康明斯發動機機油潤滑密封唇和軸。
任何油封都必須按照下面兩種方式之一來安裝,即與鑄件表面平齊,或與密封孔上的入口倒角底部平齊。
對于具有濕式飛輪殼的康明斯發動機,曲軸后部必須使用雙唇式油封。使用這種油封是為了防止變矩器油進入康明斯發動機。
K38 和 K50 康明斯發動機上有 4 個由螺栓固定在缸體上的吊耳。這些吊耳設計為只能承受一臺組裝的康明斯發動機的重量。缸體上的吊耳能夠提升起附帶有海水(原水)泵和船用熱交換器的康明斯發動機。
安裝吊耳之前,必須涂抹室溫硫化密封劑。密封劑能防止水進入,從而避免后續的螺釘腐蝕。螺釘腐蝕能造成在使用吊耳時零件斷裂。
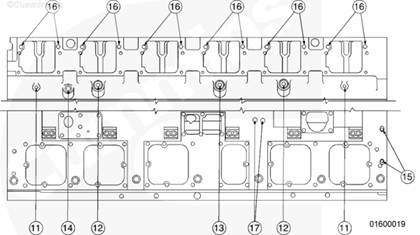
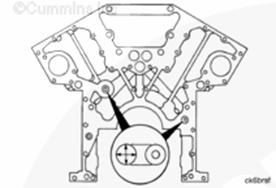
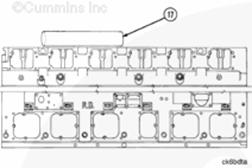
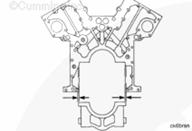
螺塞和定位銷 - K38(右排)
11. 缸體冷卻液排放旋塞。
12. 冷卻液缸體通道管塞(帶外置中冷器的 KTTA 和 KTA 康明斯發動機具有用于中冷器冷卻液進水軟管的管接頭。)
13. 冷卻液缸體通道管塞(在有些應用類型中可以是一個車輛加熱器回流軟管的管接頭;未安裝在老式缸體上。)
14. 主油道管塞(在帶有 STC 的康明斯發動機上,要安裝 STC 控制閥機油進口軟管的管接頭)。
15. AVSEAL® 或管塞(惰輪軸孔的機油油道)。
16. 凸輪隨動件軸環形定位銷(清潔時無需拆下)。
17. 燃油管或軟管管接頭(最靠近缸體前部的孔用于燃油壓力。最靠近缸體后部的孔用于回油。)
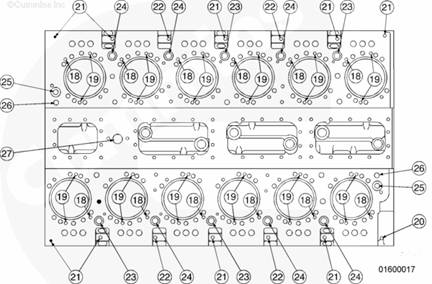
螺塞和定位銷 - K38(頂部)
18. 頂置機構油道阻力塞。
19. 缸蓋槽形銷。
20. 機油油道管塞(通用于車輛機油壓力表的管接頭。)
21. 機油油道 AVSEAL® 或管塞。
22. 機油油道管塞(在有些康明斯發動機上,適用于渦輪增壓器的法蘭式機油進口軟管)。
23. 曲軸箱油道碗形塞(在有些康明斯發動機上,適用于渦輪增壓器的法蘭式機油進口軟管)。
24. 曲軸箱油道碗形塞。
25. 曲軸箱油道碗形塞(用于有些康明斯發動機的法蘭式渦輪增壓器回油管;在 KTTA 康明斯發動機上始終使用碗形塞)。
26. 曲軸箱油道碗形塞(在新式康明斯發動機上,這是一個用于渦輪增壓器支架的直螺紋孔。老式康明斯發動機包含一個帶管螺紋的孔,用于渦輪增壓器的機油回油軟管管接頭。)
27. 曲軸箱油道碗形塞(在帶有外置中冷器的康明斯發動機上,需要密封墊和板。在帶有中位安裝中冷器的康明斯發動機上,用于安裝中冷器進水接頭)
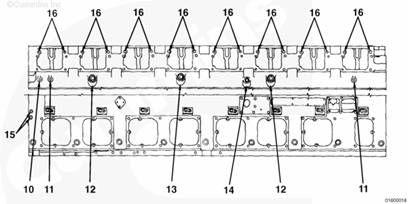
螺塞和定位銷 - K50(左排)
10. 空氣壓縮機進水軟管管接頭(如果配備空氣壓縮機;如果沒有空氣壓縮機,則是管塞)。
11. 缸體冷卻液排放旋塞。
12. 冷卻液缸體通道螺塞(帶外置中冷器的 KTTA 和 KTA 康明斯發動機具有用于中冷器冷卻液進水軟管的管接頭。)。
13. 冷卻液缸體通道塞(在有些應用類型中可以是一個車輛加熱器回流軟管的管接頭;未安裝在老式缸體上。)。
14. 主油道管塞(在帶有 STC 的康明斯發動機上,要安裝 STC 控制閥機油進口軟管的管接頭.)。
15. AVSEAL® 或管塞(軸孔的機油油道)。
16. 凸輪隨動件軸環形定位銷(清潔時無需拆下)。
清潔并檢查能否繼續使用
|
清潔康明斯發動機缸體時要小心。否則會造成機加工的密封墊表面和凸輪軸襯套損壞。 |
使用刮刀、鋼絲刷或 Scotch-Brite™ 清潔墊去除康明斯發動機缸體上厚重的污垢沉積物。
密封墊表面
安裝表面
缸套沉孔臺階和壓配合區域
缸套密封圈孔
康明斯發動機缸體頂部
主軸承鞍座和蓋
碗形塞孔。
使用帶有長柄的洗瓶刷清潔所有的油道。
從康明斯發動機支架上拆下康明斯發動機缸體,并將缸體置于清水箱中。
遵循清洗箱和清洗溶液制造商的使用說明。
注: 康明斯公司不推薦任何特定的清洗溶液。
經驗表明,使用加熱到 82 至 93°C [180 至 199°F] 的清洗溶液會取得最佳效果。
能夠混合并且過濾清洗溶液的清洗箱會產生最佳效果。
通過對帶有周向裂紋的沉孔斷面的冶金分析發現,裂紋最初產生于沉孔臺階頂部的表面,但一般不會垂直穿過沉孔臺階延伸到缸套周圍的冷卻液通道里。
檢查康明斯發動機缸體的缸套座有無穴蝕。
缸套座出現穴蝕不可接受。本圖所示為不可接受的區域中的穴蝕示例。此缸體需要沉孔加工后才能繼續使用。與 Cummins® 特約維修站聯系。
|
將缸體放置在平面后,必須進行所有的缸體測量。如果缸體安裝在康明斯發動機支架上,變形會導致測量值錯誤。 |
為正確檢查缸體,必須要確定沉孔設計。
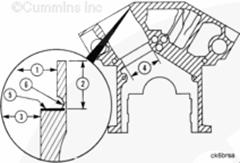
編號項目的定義(標注):
上部沉孔內徑
沉孔深度
下部沉孔內徑
密封圈孔
沉孔臺階
沉孔圓角。
查閱下面的圖例,確定缸體的沉孔設計。
大多數康明斯發動機生產序號大于 33100193 的 K38 康明斯發動機都采用此設計。
所有 K50 康明斯發動機都采用此設計。
直徑 (1) 取決于安裝的是標準尺寸還是加大尺寸的缸套。
加大尺寸
|
mm |
in | ||
|
標準 |
190.284 |
最小 |
7.4915 |
|
|
190.335 |
最大 |
7.4935 |
|
0.010 |
190.538 |
最小 |
7.5015 |
|
|
190.589 |
最大 |
7.5035 |
|
0.020 |
190.792 |
最小 |
7.5115 |
|
|
190.843 |
最大 |
7.5135 |
|
0.030 |
191.046 |
最小 |
7.5215 |
|
|
191.097 |
最大 |
7.5235 |
|
0.040 |
191.300 |
最小 |
7.5315 |
|
|
191.351 |
最大 |
7.5335 |
深度 (2) 取決于安裝的是標準尺寸還是加大尺寸的缸套。深度還取決于是否為了使用墊片而切削缸體。
加大尺寸
|
mm |
in | ||
|
標準 |
18.24 |
最小 |
0.718 |
|
|
18.29 |
最大 |
0.720 |
|
0.010 |
18.49 |
最小 |
0.728 |
|
|
18.54 |
最大 |
0.730 |
|
0.020 |
18.75 |
最小 |
0.738 |
|
|
18.80 |
最大 |
0.740 |
|
0.030 |
19.00 |
最小 |
0.748 |
|
|
19.05 |
最大 |
0.750 |
|
0.040 |
19.25 |
最小 |
0.758 |
|
|
19.30 |
最大 |
0.760 |
如果先前為了使用墊片和加大尺寸的缸套而機加工缸體,則最大深度會高于 3.38 mm [0.133 in]。
(3) 下部沉孔內徑
注: 本節適用于“沉孔環 - 厚頂面缸體設計”。
|
mm |
in | |
|
181.74 |
最小 |
7.155 |
|
181.79 |
最大 |
7.157 |
康明斯發動機生產序號小于 33101028 的康明斯發動機
下部沉孔內徑
|
mm |
in | |
|
181.80 |
最小 |
7.157 |
|
181.81 |
最大 |
7.158 |
注: 只要缸套與尺寸 (1) 之間實現正確的壓配合,缸體仍可以繼續使用。
(6) 該設計有一個雙底切圓角。
(7) 該設計有一個起到負載分配墊圈作用的沉孔環。
(8) 沉孔環高度。
加大尺寸
|
mm |
in | ||
|
標準 |
5.055 |
最小 |
0.1990 |
|
|
5.067 |
最大 |
0.1995 |
|
0.002 |
5.105 |
最小 |
0.2010 |
|
|
5.118 |
最大 |
0.2015 |
|
0.004 |
5.156 |
最小 |
0.2030 |
|
|
5.169 |
最大 |
0.2035 |
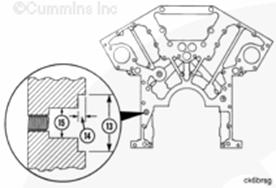
(9) 此深度取決于缸套尺寸。缸套突出量必須為 0.152 至 0.203 mm [0.006 至 0.008 in]。
加大尺寸
|
mm |
in | ||
|
標準 |
13.18 |
最小 |
0.519 |
|
|
13.23 |
最大 |
0.521 |
|
0.010 |
13.44 |
最小 |
0.529 |
|
|
13.49 |
最大 |
0.531 |
|
0.020 |
13.69 |
最小 |
0.539 |
|
|
13.74 |
最大 |
0.541 |
|
0.030 |
13.94 |
最小 |
0.549 |
|
|
14.00 |
最大 |
0.551 |
|
0.040 |
14.20 |
最小 |
0.559 |
|
|
14.25 |
最大 |
0.561 |
如果上部沉孔不符合標準技術規范,則必須機加工缸體以適應加大尺寸的缸套。參考第 1 節中的步驟 001-058。
如果缸體大于最大加大尺寸缸套的技術規范,可以安裝維修套筒。
參考第 1 節中的步驟 001-058。
如果只有沉孔深度 (2) 不符合技術規范,則必須機加工缸體以適應墊片。參考第 1 節中的步驟 001-058。為了適應墊片而機加工缸體之前,安裝一個加大尺寸的沉孔環來檢查是否可以取得正確的突出量。
注: 本節適用于“薄頂面缸體 - 雙底切圓角設計”。
|
不要為了適應沉孔環而嘗試機加工這種設計的缸體,否則將會使缸體斷裂。 |
有些康明斯發動機生產序號大于 33100193 的 K38 備載發電機組康明斯發動機采用此設計。
K50 康明斯發動機不采用此設計。
(1) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套。
加大尺寸
|
mm |
in | ||
|
標準 |
190.284 |
最小 |
7.4915 |
|
|
190.335 |
最大 |
7.4935 |
|
0.010 |
190.538 |
最小 |
7.5015 |
|
|
190.589 |
最大 |
7.5035 |
|
0.020 |
190.792 |
最小 |
7.5115 |
|
|
190.843 |
最大 |
7.5135 |
|
0.030 |
191.046 |
最小 |
7.5215 |
|
|
191.097 |
最大 |
7.5235 |
|
0.040 |
191.300 |
最小 |
7.5315 |
|
|
191.351 |
最大 |
7.5335 |
(2) 對于突出量為 0.152 到 0.203 mm [0.006 到 0.008 in] 的缸套,要求符合這些技術規范。自從推出采用此設計的缸體后,已修改了突出量技術規范。實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套以及是否為了適應墊片而機加工缸體。
加大尺寸
|
mm |
in | ||
|
標準 |
13.18 |
最小 |
0.519 |
|
|
13.23 |
最大 |
0.521 |
|
0.010 |
13.44 |
最小 |
0.529 |
|
|
13.49 |
最大 |
0.531 |
|
0.020 |
13.69 |
最小 |
0.539 |
|
|
13.74 |
最大 |
0.541 |
|
0.030 |
13.94 |
最小 |
0.549 |
|
|
14.00 |
最大 |
0.551 |
|
0.040 |
14.20 |
最小 |
0.559 |
|
|
14.25 |
最大 |
0.561 |
(3) 下部沉孔內徑
|
mm |
in | |
|
181.74 |
最小 |
7.155 |
|
181.79 |
最大 |
7.157 |
康明斯發動機生產序號小于 33101028 的康明斯發動機
下部沉孔內徑
|
mm |
in | |
|
181.80 |
最小 |
7.157 |
|
181.81 |
最大 |
7.158 |
注: 只要缸套與尺寸 (1) 之間實現正確的壓配合,缸體仍可以繼續使用。
(6) 該設計有一個雙底切圓角。
如果上部沉孔不符合標準技術規范,則必須機加工缸體以適應加大尺寸的缸套。參考第 1 節中的步驟 001-058。
如果只有沉孔深度 (2) 不符合技術規范,則必須機加工缸體以適應墊片。參考第 1 節中的步驟 001-058。
如果缸體大于最大加大尺寸缸套的技術規范,可以安裝維修套筒。參考第 1 節中的步驟 001-058。
推薦使用這種設計的缸體僅限 K38 備載發電機組應用。
|
不要為了適應沉孔環而嘗試機加工這種設計的缸體,否則將會使缸體斷裂。 |
薄頂面缸體設計:
大多數康明斯發動機生產序號小于 33100193 的 K38 康明斯發動機都采用此設計。
K50 康明斯發動機不采用此設計。
(1) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套。
加大尺寸
|
mm |
in | ||
|
標準 |
190.284 |
最小 |
7.4915 |
|
|
190.335 |
最大 |
7.4935 |
|
0.010 |
190.538 |
最小 |
7.5015 |
|
|
190.589 |
最大 |
7.5035 |
|
0.020 |
190.792 |
最小 |
7.5115 |
|
|
190.843 |
最大 |
7.5135 |
|
0.030 |
191.046 |
最小 |
7.5215 |
|
|
191.097 |
最大 |
7.5235 |
|
0.040 |
191.300 |
最小 |
7.5315 |
|
|
191.351 |
最大 |
7.5335 |
|
標準 |
注: 對于突出量為 0.152 到 0.203 mm [0.006 到 0.008 in] 的缸套,要求符合這些技術規范。自從生產采用此設計的缸體后,已修改了突出量技術規范。
(2) 實際尺寸取決于安裝的是標準尺寸還是加大尺寸的缸套以及是否為了適應墊片而機加工缸體。
加大尺寸
|
mm |
in | ||
|
標準 |
13.16 |
最小 |
0.519 |
|
|
13.23 |
最大 |
0.521 |
|
0.010 |
13.41 |
最小 |
0.529 |
|
|
13.49 |
最大 |
0.531 |
|
0.020 |
13.67 |
最小 |
0.539 |
|
|
13.74 |
最大 |
0.541 |
|
0.030 |
13.92 |
最小 |
0.549 |
|
|
14.00 |
最大 |
0.551 |
|
0.040 |
14.17 |
最小 |
0.559 |
|
|
14.25 |
最大 |
0.561 |
(3) 下部沉孔內徑
|
mm |
in | |
|
181.74 |
最小 |
7.155 |
|
181.79 |
最大 |
7.157 |
康明斯發動機生產序號小于 33101028 的康明斯發動機。
下部沉孔內徑
|
mm |
in | |
|
181.80 |
最小 |
7.157 |
|
181.81 |
最大 |
7.158 |
注: 只要缸套與尺寸 (1) 之間實現正確的壓配合,缸體仍可以繼續使用。
該設計不采用雙底切圓角。
推薦使用這種設計的缸體僅限 K38 備載發電機組應用或要求額定功率不高于 675 kw [900 bhp] 的應用。
|
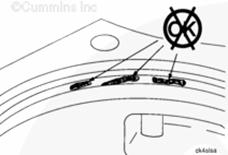
確保千分尺接觸臺階的平面。它不得接觸到圓角。 |
使用深度千分尺。測量圖示 4 個部位的沉孔深度。
4 次測量值之間的差別不能大于 0.25 mm [0.001 in]。如果測量值超過了技術規范,必須機加工沉孔臺階。參考第 1 節中的步驟 001-058。
使用千分表和塊規(零件號 3164438 )或等同物。測量沉孔圓周上不少于四個部位的沉孔臺階傾角。
測量臺階深度時,必須盡量接近沉孔圓角和沉孔邊緣。
如果沉孔臺階附近的測量值與沉孔圓角附近的測量值相同,或比沉孔圓角附近的測量值稍小,但不超過 0.036 mm [0.0014 in],則沉孔臺階的傾角 (20) 是可接受的(合格)。
如果沉孔臺階附近的測量值大于沉孔圓角附近的測量值,必須機加工沉孔臺階。參考第 1 節中的步驟 001-058。
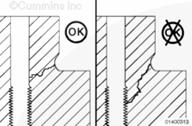
使用裂紋檢測組件(零件號 3375432)或等同物。檢查沉孔臺階有無裂紋。
不延伸超過臺階寬度一半的周向裂紋是可接受的(合格)。
任何延伸到水孔的裂紋都是不可接受的(不合格)。不要使用這些缸體。
任何延伸到螺釘孔的裂紋都是不可接受的(不合格)。果螺釘孔中安裝了螺釘孔螺紋鑲圈,則可以使用此缸體。參考《補救維修手冊》(公告號 3379035)。
測量上部沉孔內徑。測量點必須在距缸體頂部 (1) 2.5 mm [0.100 in] 的范圍以內。
上部沉孔內徑必須圓整到 0.025 mm [0.001 in] 以內。如果測量值不符合技術規范,檢查以確定機加工缸體以適應加大尺寸的缸套。參考第 1 節中的步驟 001-058。
注: 上部沉孔必須不能大于缸套法蘭 0.025 mm [0.001 in] 以上或不能小于缸套法蘭 0.076 mm [0.003 in] 以上。
測量下部沉孔內徑。測量點必須在距沉孔臺階頂部 (3) 2.5 mm [0.100 in] 的范圍以內。
下部沉孔內徑必須圓整到 0.025 mm [0.001 in] 以內。
如果下部沉孔內徑大于技術規范,則只有在缸套法蘭外徑比上部沉孔內徑 (1) 大 0.025 mm [0.001 in] 的情況下才能使用缸體。如果缸套與上部沉孔之間沒有實現壓配合,則必須機加工缸體以適應加大尺寸的缸套。
檢查密封圈孔頂部的倒角。必須要維修過度穴蝕。參考補救維修手冊(公告號 3379035)。
測量內徑。
(4) 密封圈孔
|
mm |
in | |
|
177.34 |
最小 |
6.982 |
|
177.39 |
最大 |
6.984 |
測量凸輪軸惰輪軸孔的內徑。
注: 有些康明斯發動機的凸輪軸孔的內徑的技術規范和新的水泵惰輪孔的相同。
凸輪軸惰輪軸孔內徑
|
mm |
in | |
|
25.362 |
最小 |
0.9985 |
|
25.412 |
最大 |
1.000 |
如果孔不符合技術規范,則可以安裝維修套筒。參考《補救維修手冊》(公告號 3379035)。
水泵惰輪軸孔的設計可能是兩者之一。
對更新的缸體進行了修理,新軸帶有沉孔 (13) 和 (14)。
尺寸必須在所有孔的任何部位 0.051 mm [.002 in] 以內。
新水泵惰輪軸沉孔 (13)
|
mm |
in | |
|
43.18 |
最小 |
1.7000 |
|
43.244 |
最大 |
1.7025 |
新水泵惰輪軸沉孔深度 (14)
|
mm |
in | |
|
4.57 |
最小 |
0.180 |
|
5.08 |
最大 |
0.200 |
新水泵惰輪軸孔 (15)
|
mm |
in | |
|
22.00 |
最小 |
0.866 |
|
22.25 |
最大 |
0.876 |
老式缸體上沒有沉孔。
舊水泵惰輪軸孔 (16)
|
mm |
in | |
|
25.37 |
最小 |
0.999 |
|
25.40 |
最大 |
1.000 |
惰輪孔組件(零件號 3822548)可用來修改新軸的孔。舊軸可維修。
使用精密的直尺(零件號 4918219)或等同物 (17)。
檢查缸體頂面有無磨損。如果在缸蓋密封墊密封圈或密封圈接觸部位出現磨蝕損壞,必須維修表面。
其他任何區域的磨蝕損壞只要不降低缸套突出量的測量精度,則可以接受。
參考《補救維修手冊》(公告號 3379035)以了解機加工說明。
重新加工后的缸蓋下表面的平面度必須在 0.051 mm[0.002 in]以內。只要表面的波紋高度不超過 0.018 mm [0.0007 in],這些波紋就可以接受。波紋的高點和低點一定不能小于 25.4 mm [1.0 in]。
新機加工的表面必須符合缸體高度技術規范,如下圖所示。如果機加工了缸體的頂面,則必須機加工缸套沉孔的臺階深度。參考第 1 節中的步驟 001-058。
|
主軸承蓋分型線同主軸承孔中心線高度不同。 |
測量缸體高度。
(18) 缸體高度
|
mm |
in | |
|
481.94 |
最小 |
18.974* |
|
482.78 |
最大 |
19.007 |
* 如果缸體高度小于 482.45 mm [18.994 in],則必須安裝 0.51 mm [0.020 in] 加大尺寸的缸蓋密封墊。
如果沒有檢查環或定心環,可從主軸承鞍座頂部測量缸體高度。
(19) 主軸承鞍座缸體高度
|
mm |
in | |
|
395.00 |
最小 |
15.551* |
|
395.81 |
最大 |
15.583 |
* 如果缸體高度 (19) 小于 395.48 mm [15.570 in],則必須安裝 0.51 mm [0.020 in] 加大尺寸的缸蓋密封墊。
缸體兩端之間的缸體高度差異不能超過 0.08 mm [0.003 in]。如果缸體高度不符合技術規范,必須機加工缸體頂面或必須更換缸體。
注: 如果機加工了缸體頂面,則必須機加工缸套沉孔的臺階深度。參考第 1 節中的步驟 001-058。
兩個康明斯發動機排的缸體高度之差不能超過 0.13 mm [0.005 in]。
無需測量缸孔傾角,但在機加工了缸蓋表面的情況下必須要保持傾角。
檢查凸輪軸襯套上的露銅量。如果露銅量沿襯套超過 120 度,必須更換襯套。參考第 1 節中的步驟 001-010。 參考第 1 節中的步驟 001-058。
測量內徑
凸輪軸襯套內徑
|
mm |
in | |
|
76.200 |
最小 |
3.0000 |
|
76.289 |
最大 |
3.0035 |
如果襯套不符合技術規范,必須更換襯套。參考第 1 節中的步驟 001-058。

測量主軸承孔對準情況
使用三個定心環(零件號 3375063,直徑為 17.368 mm [6.8465 in])。將環放到 K38 缸體的“1”、“4”、“7”號主軸承鞍座中。
在 K50 康明斯發動機上,將環放到“1”、“5”和“9”號主軸承鞍座中。

|
K38 康明斯發動機上的主軸承蓋編號到“7”,而 K50 康明斯發動機上則編號到“9”。將每個蓋安裝到正確位置中。“1”號蓋安裝在缸體前部。蓋中的軸承定位舌槽必須位于缸體中的槽的同一側。 |
用干凈的機油潤滑螺栓頭、螺紋和墊圈。
用手安裝每個螺釘和墊圈 (21) 以確保它們處于正確位置。
使用錘子安裝連桿蓋,直至它們接觸到缸體。
如果任何一個蓋無須用力即可裝入,標記該蓋并檢查其側隙。
參考《補救維修手冊》(公告號 3379035)以了解更換蓋的說明。
安裝并擰緊側螺栓 (22) 和墊圈。參考第 1 節中的步驟 001-006 以了解側螺栓和主軸承螺釘的擰緊步驟。
注: 下面三個簡圖說明了檢查 K19 康明斯發動機上的“1”號主軸承孔的方法。K38 和 K50 康明斯發動機適用的步驟和技術規范均相同。
使用潔凈的康明斯發動機機油潤滑定心環的內徑。
在定心環中安裝零件號為 3375061 的定位鏜桿。桿必須轉動自如。如果桿不能自由轉動,檢查以確保主軸承蓋正確安裝。如果看起來正常,將其中一個定心環移動到另一個軸承位置。
用手將檢查環(零件號 3375064,直徑 173.81 mm [6.8430 in])安裝到主軸承孔中。如果環不能沿著孔滑動,檢查孔有無毛刺。如果環仍然不能滑過孔,則表明孔尺寸過小,必須進行維修。參考補救維修手冊(公告號 3379035)。

使用一個最大寬度為 13 mm [0.5 in] 的 0.076 mm [0.003 in] 塞尺。
將檢查環放入孔中心。將塞尺放在檢查環和孔之間。在檢查環兩側的孔中旋轉塞尺。
如果出現下列情況,則主軸承孔的對準是合格的:
塞尺在任何位置都不能插入
塞尺能插入但不能滑過孔或沿孔周圍滑動,并且定位桿在塞尺插入后能轉動。
如果出現下列情況,則主軸承孔的對準是不合格的:
塞尺能插入并沿孔周圍滑動。這表明孔的尺寸過大,必須維修。
塞尺只能從一側插入,但能沿孔的周圍滑動。這表明孔有錐度,必須維修。
如果沒有用來檢查主軸承孔對準的工具,使用內徑千分表。
測量圖示三個位置的內徑。內徑必須圓整到 0.013 mm [0.0005 in] 以內。
主軸承孔內徑(螺釘按技術規范擰緊)
|
mm |
in | |
|
173.86 |
最小 |
6.845 |
|
173.89 |
最大 |
6.846 |
注: 確保內徑千分表的重量不會干擾測量。將千分表的實心桿靠在孔的內壁上。
檢查松動的主軸承蓋。如圖所示,如果主軸承蓋不超過缸體 0.000 至 0.025 mm [0.0000 至 0.0010 in],則必須更換主軸承蓋。
維修蓋沒有將孔機加工至最終技術規范。如果更換了蓋,則必須機加工主軸承孔。使用正確的主軸承鏜孔工具零件(零件號 ST-1177)。參考《補救維修手冊》(公告號 3379035)。
檢查水孔 (23)。如果侵蝕或穴蝕的深度超過 0.08 mm [0.003 in],或者從孔邊緣延伸超過 2.41 mm [0.095 in],則必須維修水孔。參考補救維修手冊(公告號 3379035)。
檢查螺栓孔 (24) 的螺紋有無損壞。必須維修損壞的螺栓孔時要使用螺紋鑲圈。參考補救維修手冊(公告號 3379035)。
磁力探傷檢查
使用裂紋檢測組件(零件號 3375432)或等同物檢查沉孔臺階有無裂紋。
沉孔臺階的周向裂紋如果不延伸到或超出圖示的臺階邊緣,則可以接受。圓角處的周向裂紋如果沒有沿沉孔圓角圓周延伸超過 90 度,則可以接受。
不必機加工缸體以去除可接受的裂紋。如果在初始檢查中發現不可接受的裂紋,則必須機加工沉孔臺階。與 Cummins® 特約維修站聯系。
如果不可接受的裂紋在機加工維修步驟完成后仍不合格,則不能繼續使用缸體。

檢查螺釘孔有無裂紋。
如果裂紋從沉孔壁延伸到螺釘孔,但只要沒有延伸到孔的螺紋部分,則是可接受的。
延伸到孔的螺紋部分的裂紋,需要使用帶有盲堵的螺紋鑲圈進行維修。
請與 Cummins® 特約維修站聯系以了解合適的螺紋鑲圈。
檢查在沉孔的豎壁周圍有無水平裂紋。接近孔的所有冷卻液通道必須用冷卻液通道螺紋鑲圈進行維修。
檢查有無垂直延伸到冷卻液通道或螺釘孔的裂紋。必須使用冷卻液通道螺紋鑲圈維修這些通道。
缸體上如果有從冷卻液通道一直向下延伸到沉孔臺階的垂直裂紋,則缸體不可維修。
如果需要,在機加工沉孔臺階深度之前重修缸體表面。

使用缸體擴孔刀具(零件號 3376563)機加工沉孔臺階深度。
使用深度千分尺在圖示的四個位置測量沉孔臺階深度。
測量值的變化不得超過 0.25 mm [0.001 in]。如果測量值超過了技術規范,必須再次機加工沉孔。
在沒有雙底切的缸體上,確保千分表不與沉孔圓角接觸。
使用千分表和塊規 (零件號 3164438 )或等同物在四個等距點測量沉孔臺階傾角。
測量臺階深度時,必須盡量接近沉孔圓角和沉孔臺階邊緣。
如果沉孔臺階附近的測量值與沉孔圓角附近的測量值相同,或比沉孔圓角附近的測量值稍小,但不超過 0.036 mm [0.0014 in],則沉孔臺階的傾角 (20) 是可接受的(合格)。
如果沉孔臺階附近的測量值大于沉孔圓角附近的測量值,必須機加工沉孔臺階。參考第 1 節中的步驟 001-058。
|
同心度必須符合技術規范。當缸套沒有正確座入孔中時,可導致康明斯發動機損壞。 |
檢查缸體的缸套孔同心度。參考第 1 節中的步驟 001-070。
在未獲得一致的讀數時,必須維修孔。參考補救維修手冊(公告號 3379035)。
康明斯BC1000發動機自熄火是什么原因,QSB6.7發動機維修數據,重慶康明斯柴油發電機油位低故障,volvo柴油發電機機怠速正常吃負荷熄火是何原因,東風康明斯6BT柴油機是電控系統?,康明斯QSK23發動機柴油電控系統的工作原理和結構
400-100-8969???15088860848
0574-26871589? 15267810868
0574-26886646? 15706865167
0574-26871569 18658287286
